Зенкеры по индивидуальным чертежам
Не можете найти то, что вам нужно?
Оставьте заявку и опишите, какое оборудование вам необходимо в категории "Зенкеры". Мы свяжемся с вами и поможем подобрать.
Мы поможем подобрать оборудование
Наши специалисты свяжутся с вами в ближайшее время
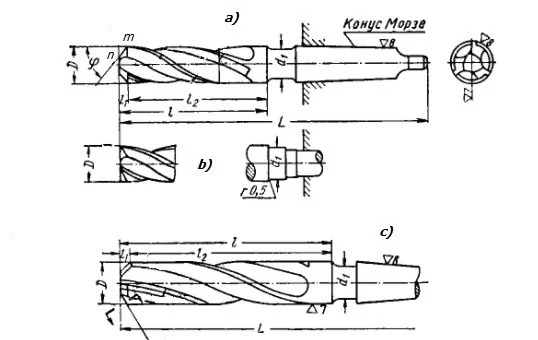
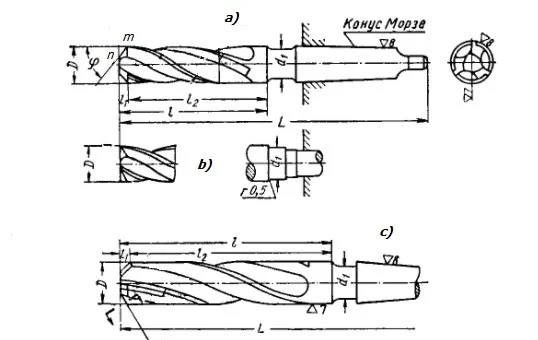
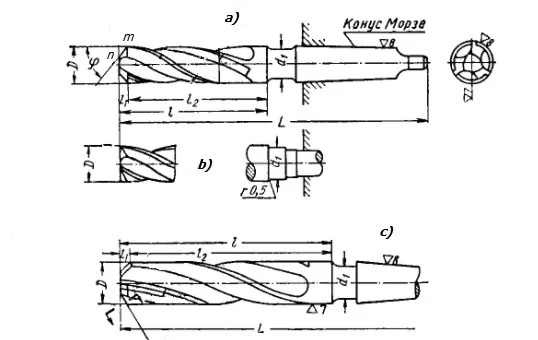
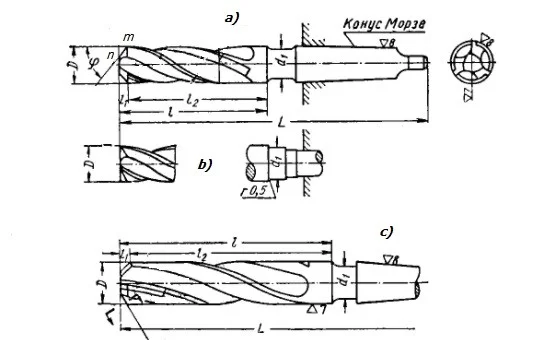
Зенкеры – это специализированный режущий инструмент, используемый для чистовой обработки отверстий после сверления или литья. Наше производство предлагает изготовление зенкеров по индивидуальным чертежам заказчика с гарантией точности и долговечности.
Типы зенкеров по конструкции
Мы производим два основных типа инструмента:
- Насадные зенкеры – устанавливаются на оправку, позволяют обрабатывать отверстия большого диаметра
- Цельные зенкеры – монолитная конструкция для стабильной работы с высокими нагрузками
Материалы изготовления
В производстве используются:
- Твердосплавные пластины (ВК8, Т15К6) для повышенной износостойкости
- Быстрорежущая сталь (Р6М5) для стандартных операций
💡 Практические советы
- Для обработки закаленных сталей выбирайте зенкеры с твердосплавными пластинами
- При больших объемах работ предпочтительнее насадная конструкция
- Учитывайте припуск на обработку при составлении чертежа
Технические параметры
| Параметр | Значение |
|---|---|
| Диапазон диаметров | 10-200 мм |
| Количество зубьев | 3-8 |
| Точность обработки | H7-H9 |
| Шероховатость | Ra 1.6-3.2 мкм |
⚠️ Частые ошибки при выборе
- Несоответствие угла конуса зенкера и обрабатываемого отверстия
- Неправильный подбор количества режущих кромок
- Игнорирование условий охлаждения при работе
Мнение эксперта: В 85% случаев преждевременного выхода зенкеров из строя виноват неправильный подбор геометрии режущей части под конкретный материал. Для чугунов рекомендуем задний угол 8-10°, для сталей – 6-8°. Особое внимание стоит уделить стружкоотведению при обработке вязких материалов.
— Алексей Петров, ведущий технолог инструментального производства, стаж 18 лет
Свяжитесь с нами удобным способом
Заявка принята!
Спасибо за обращение. С вами свяжется первый освободившийся менеджер.
Режим работы:
Понедельник - Пятница: 9:00 - 18:00
По производственному календарю