Радиальные приводные блоки
Не можете найти то, что вам нужно?
Оставьте заявку и опишите, какое оборудование вам необходимо в категории "Радиальные приводные блоки". Мы свяжемся с вами и поможем подобрать.
Мы поможем подобрать оборудование
Наши специалисты свяжутся с вами в ближайшее время
Специализированные устройства для установки на токарные станки с ЧПУ, позволяющие расширить функциональные возможности оборудования за счет радиального позиционирования инструмента. Конструкция обеспечивает жесткое крепление и точную центровку, что критически важно для качественной обработки деталей.
Конструктивные особенности и принцип работы
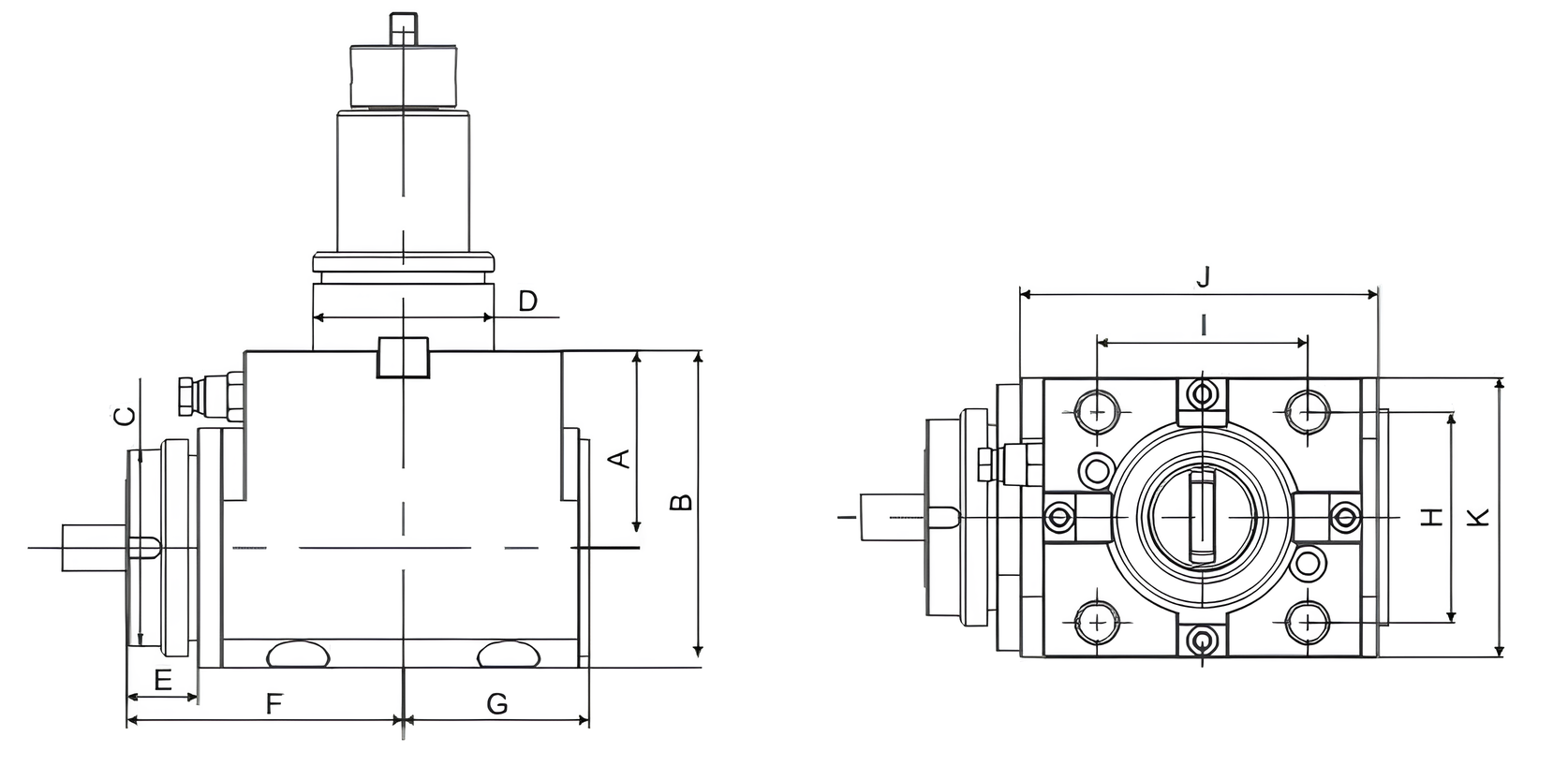
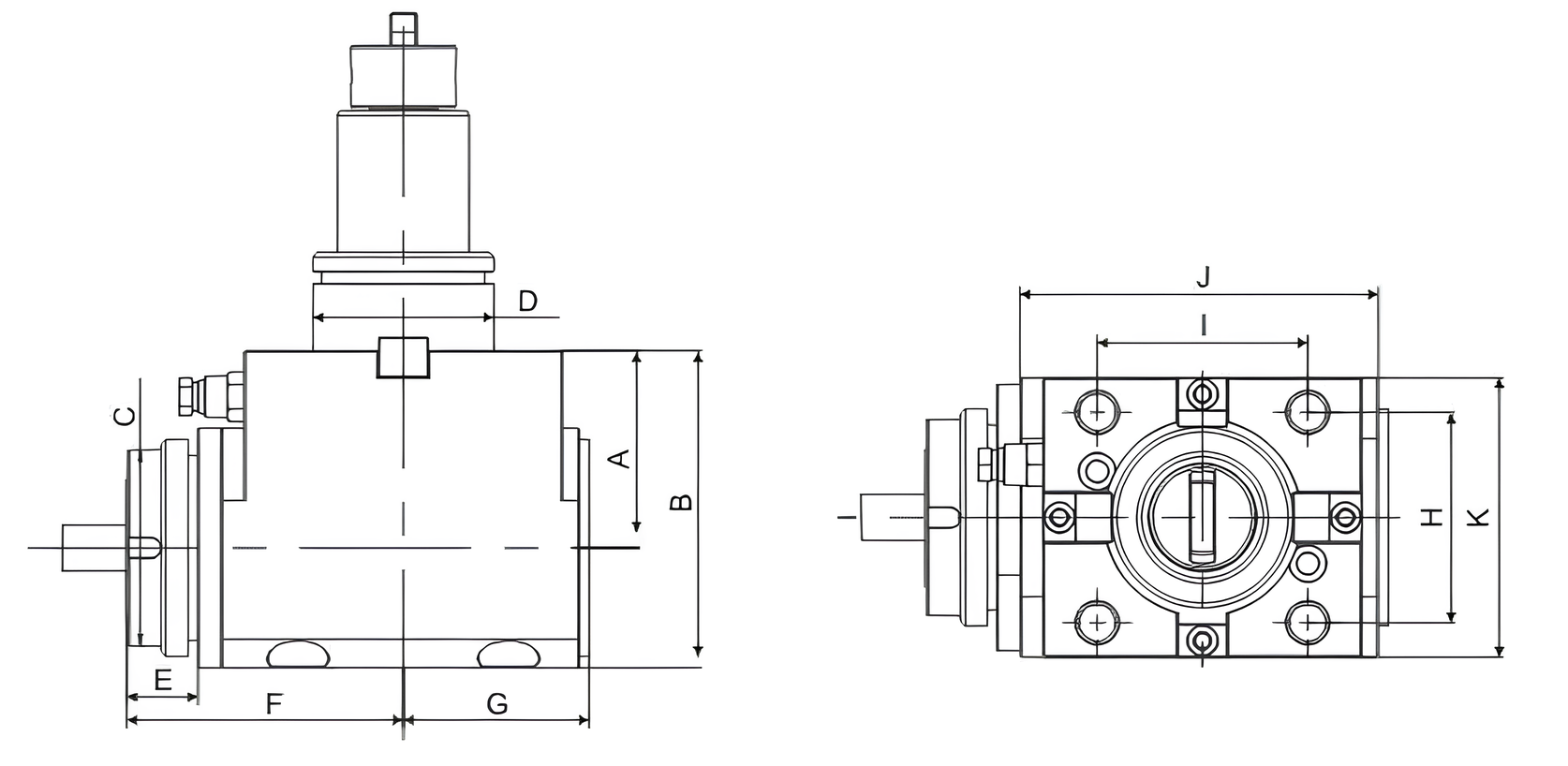
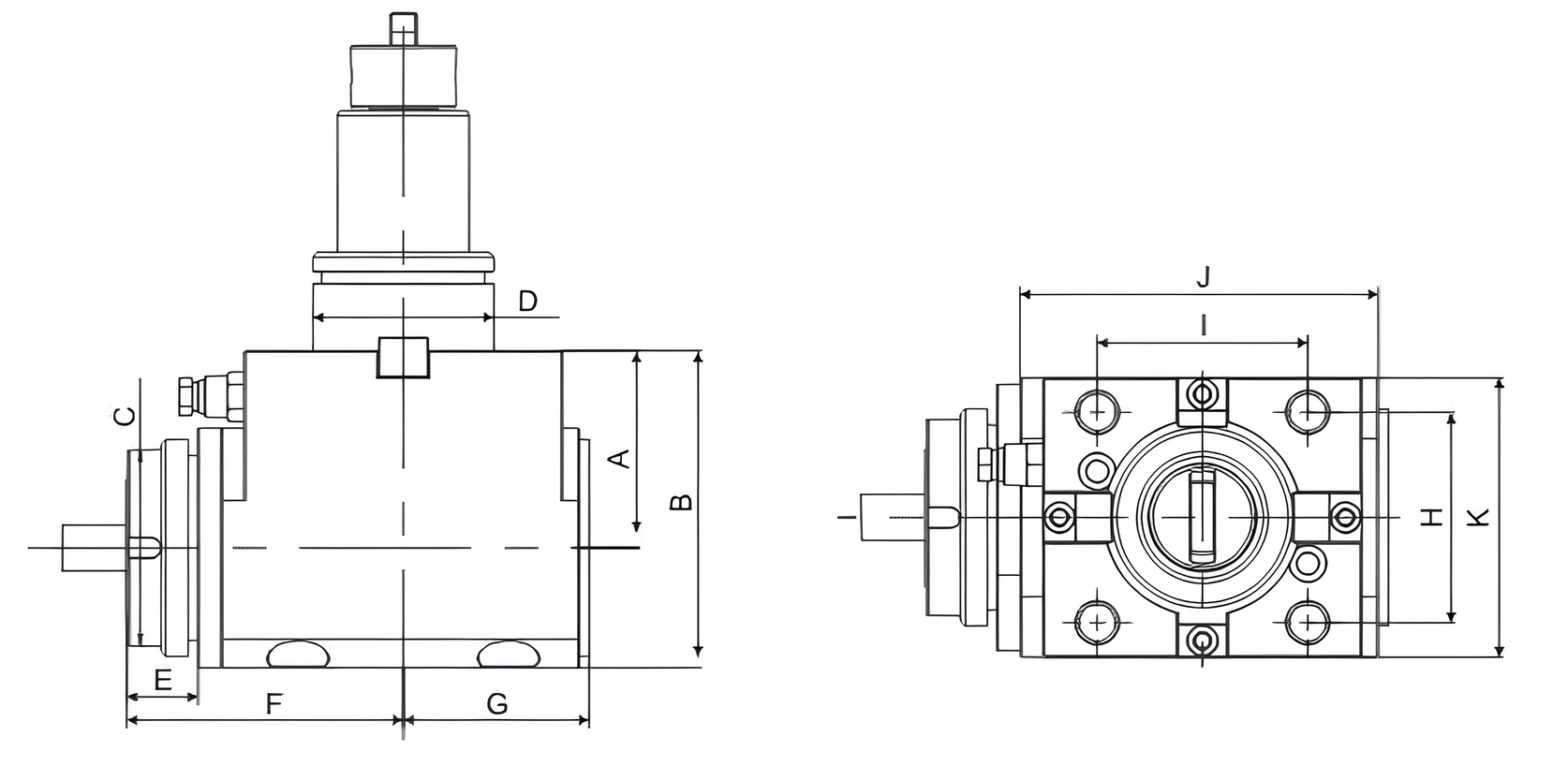
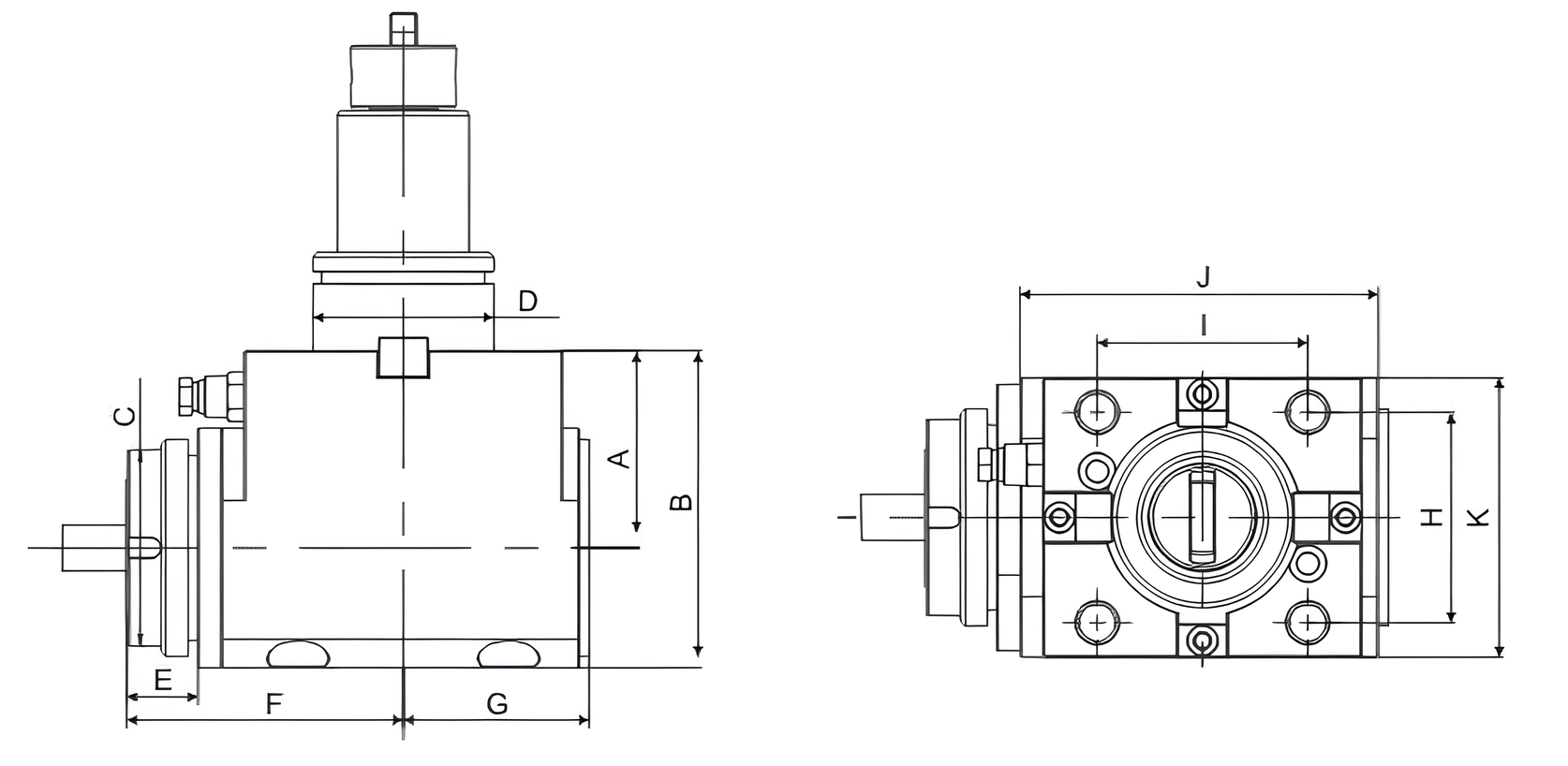
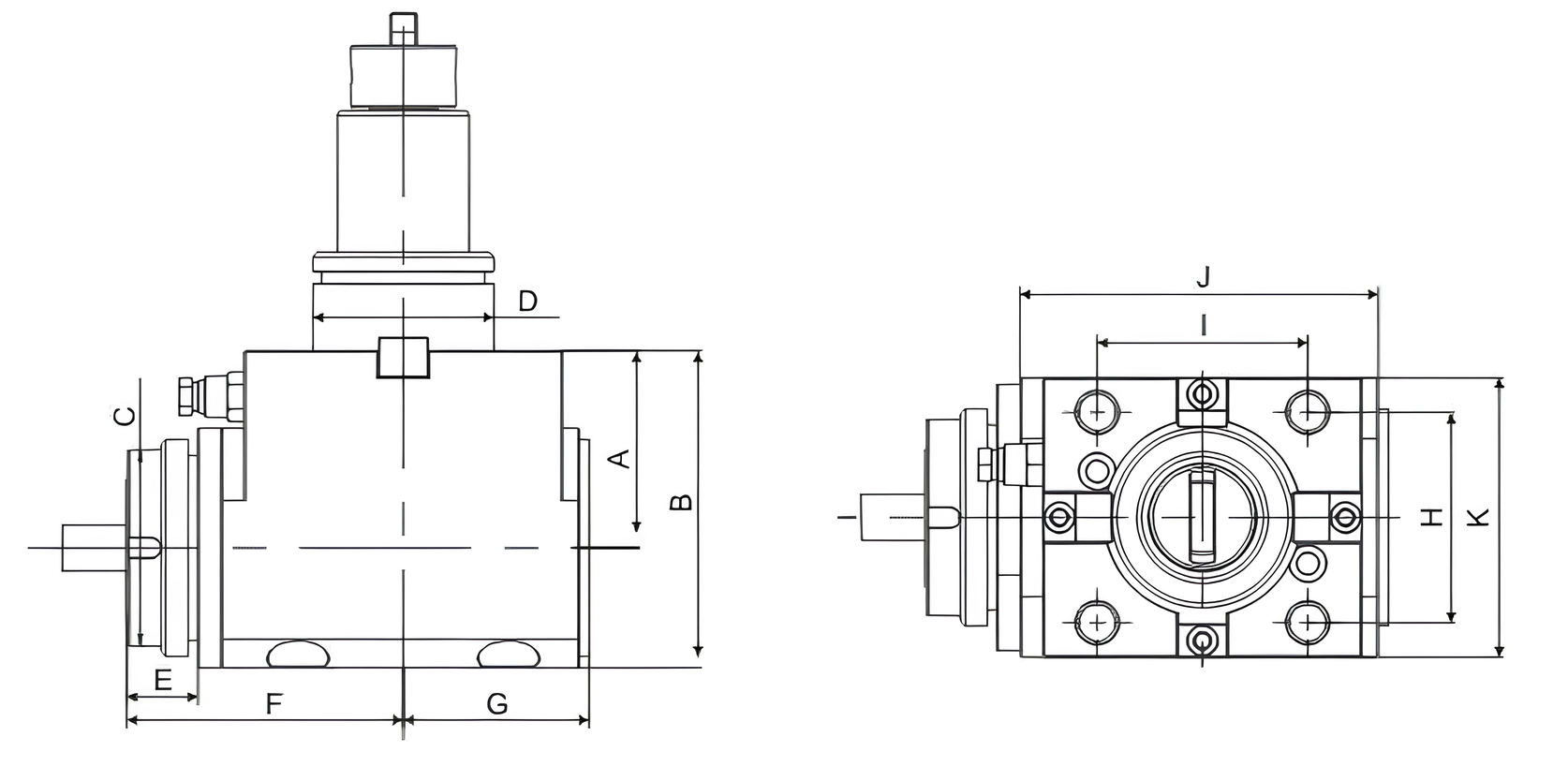
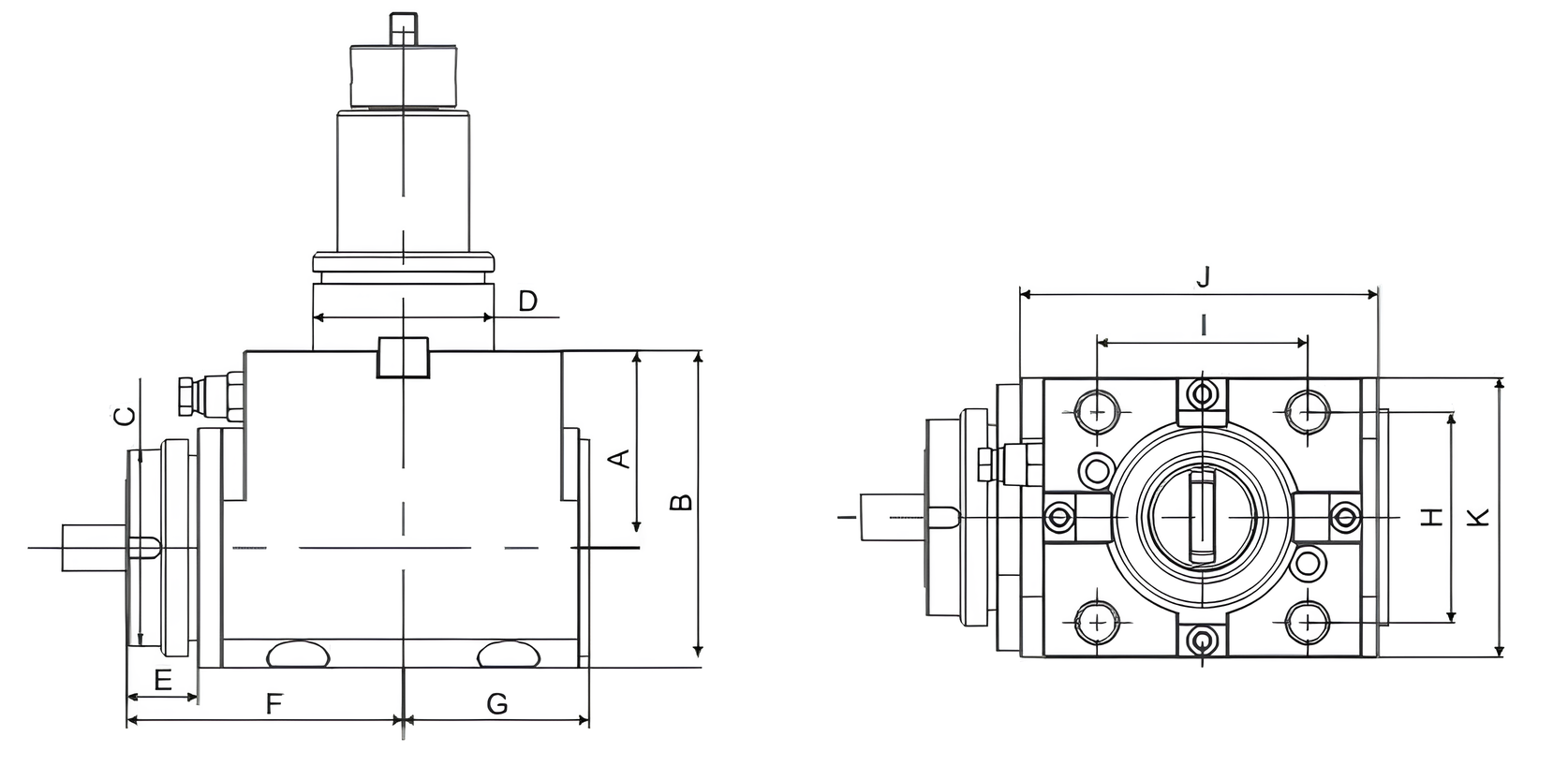
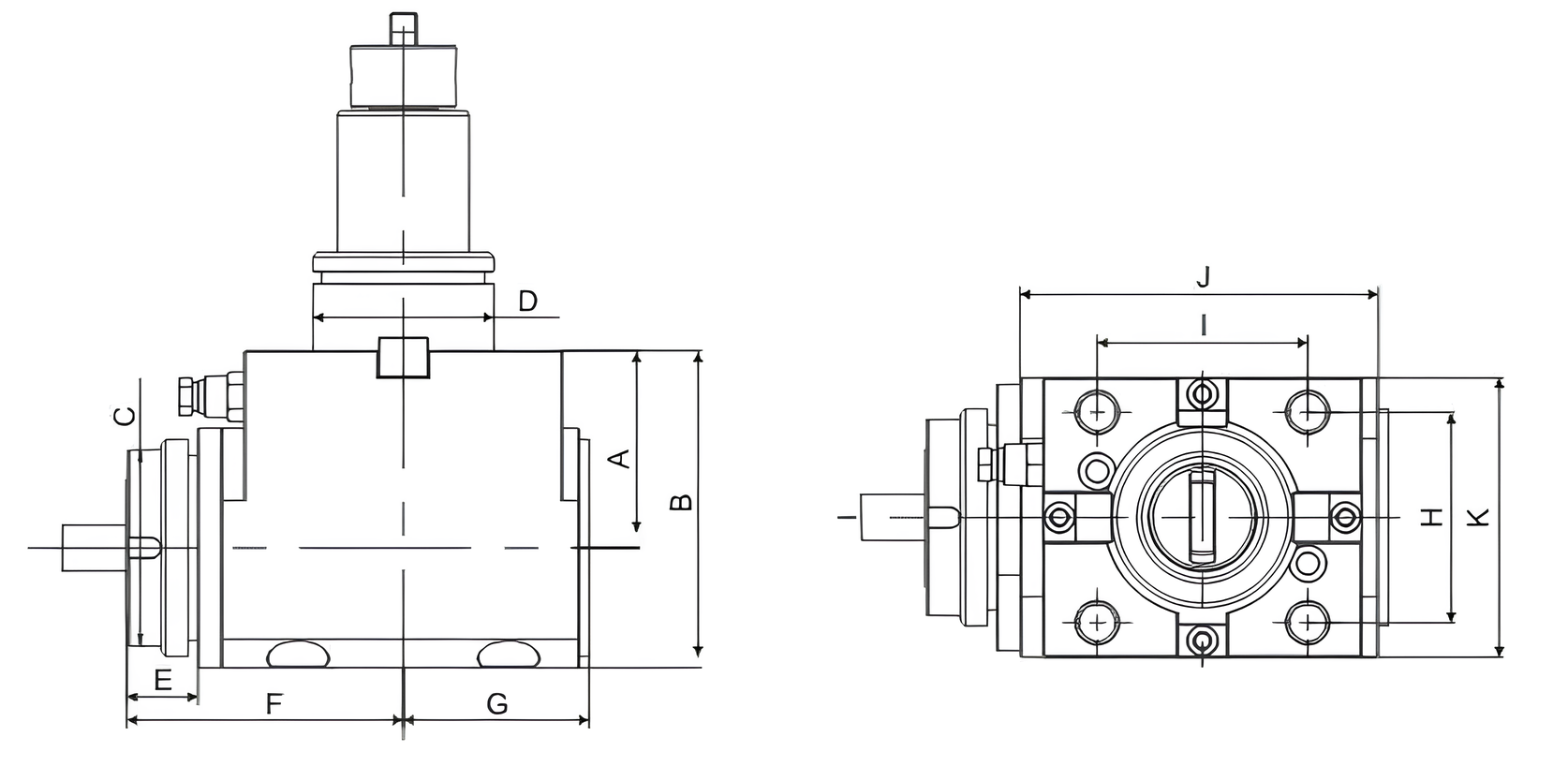
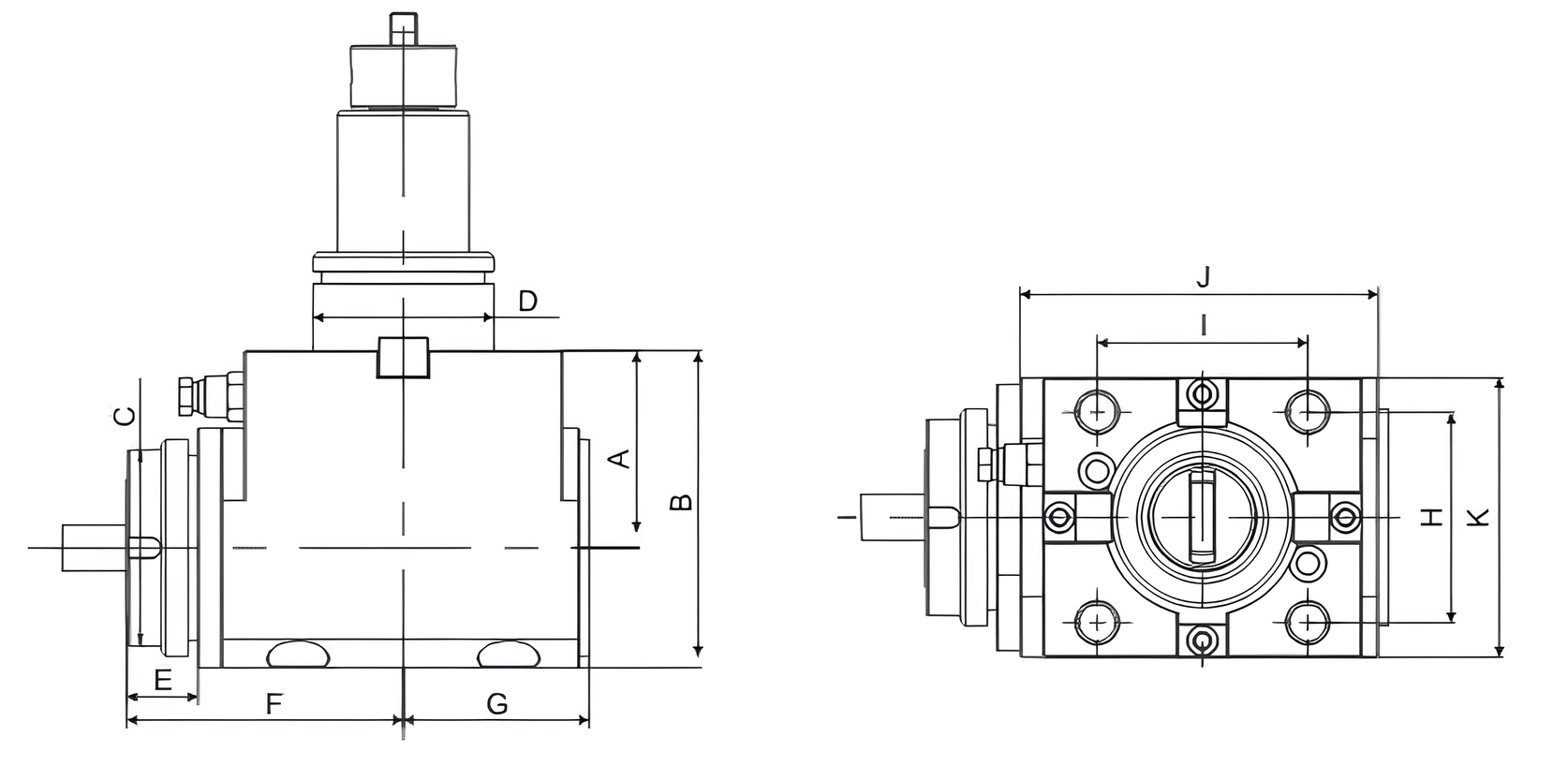
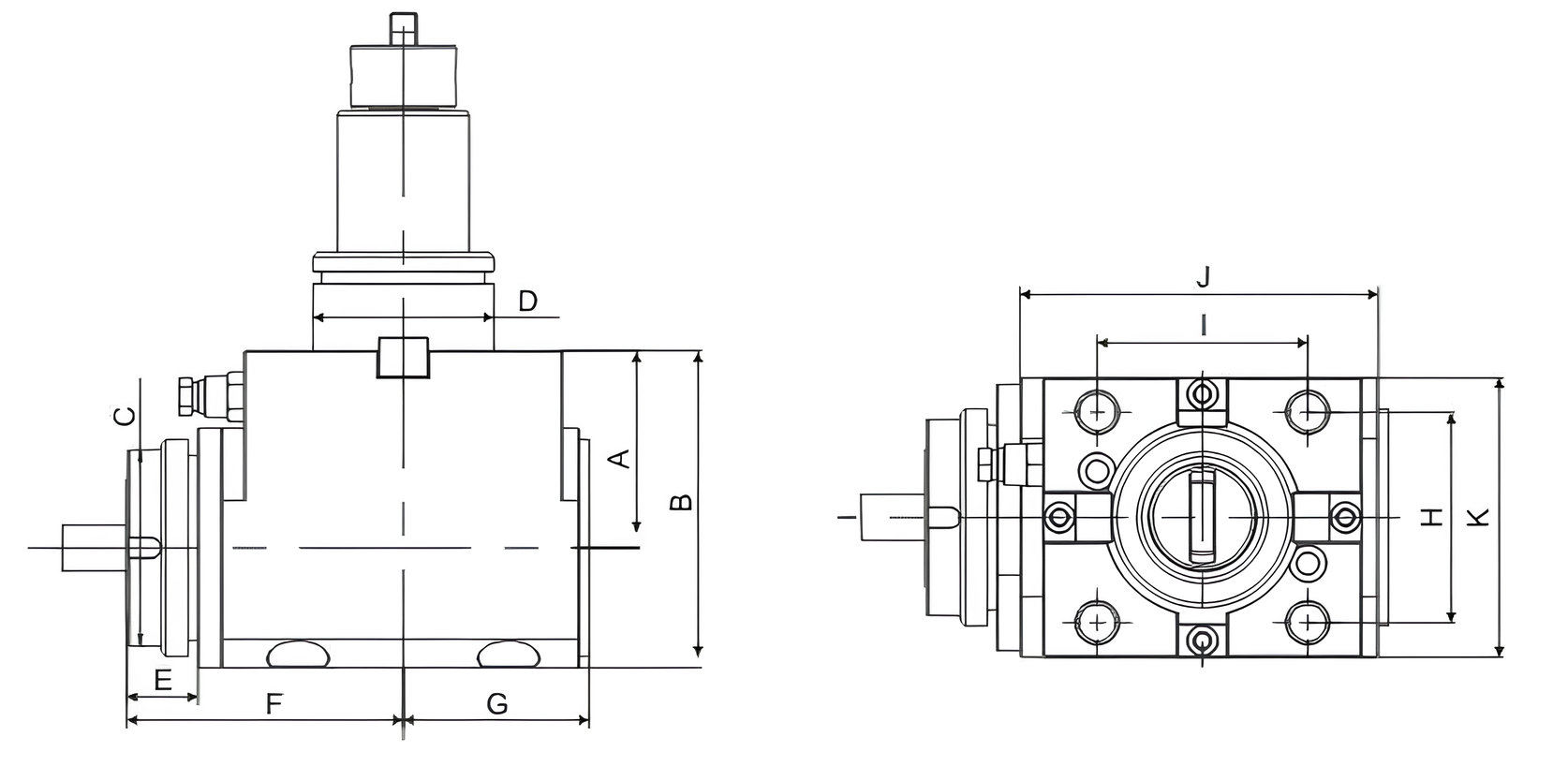
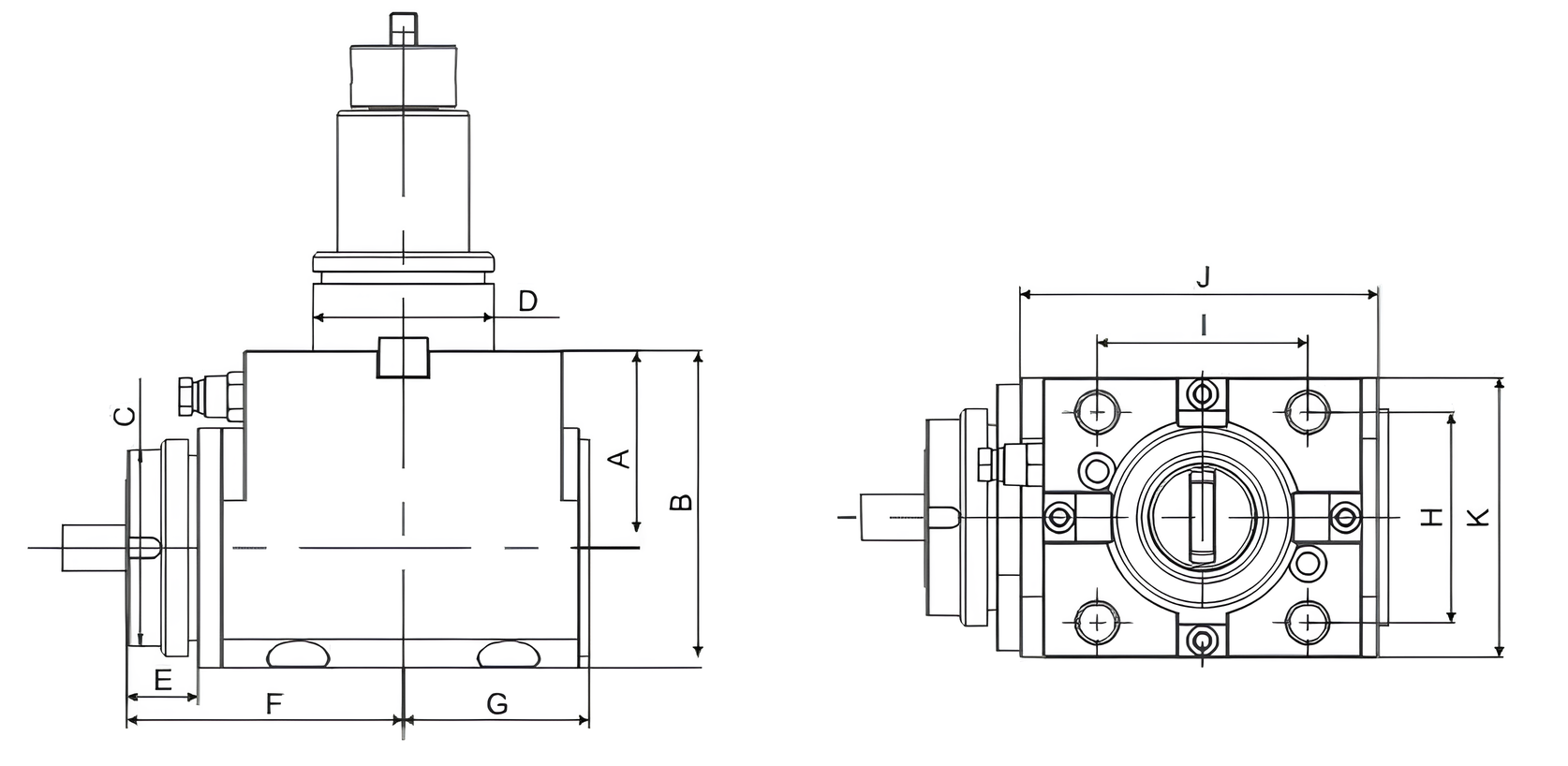
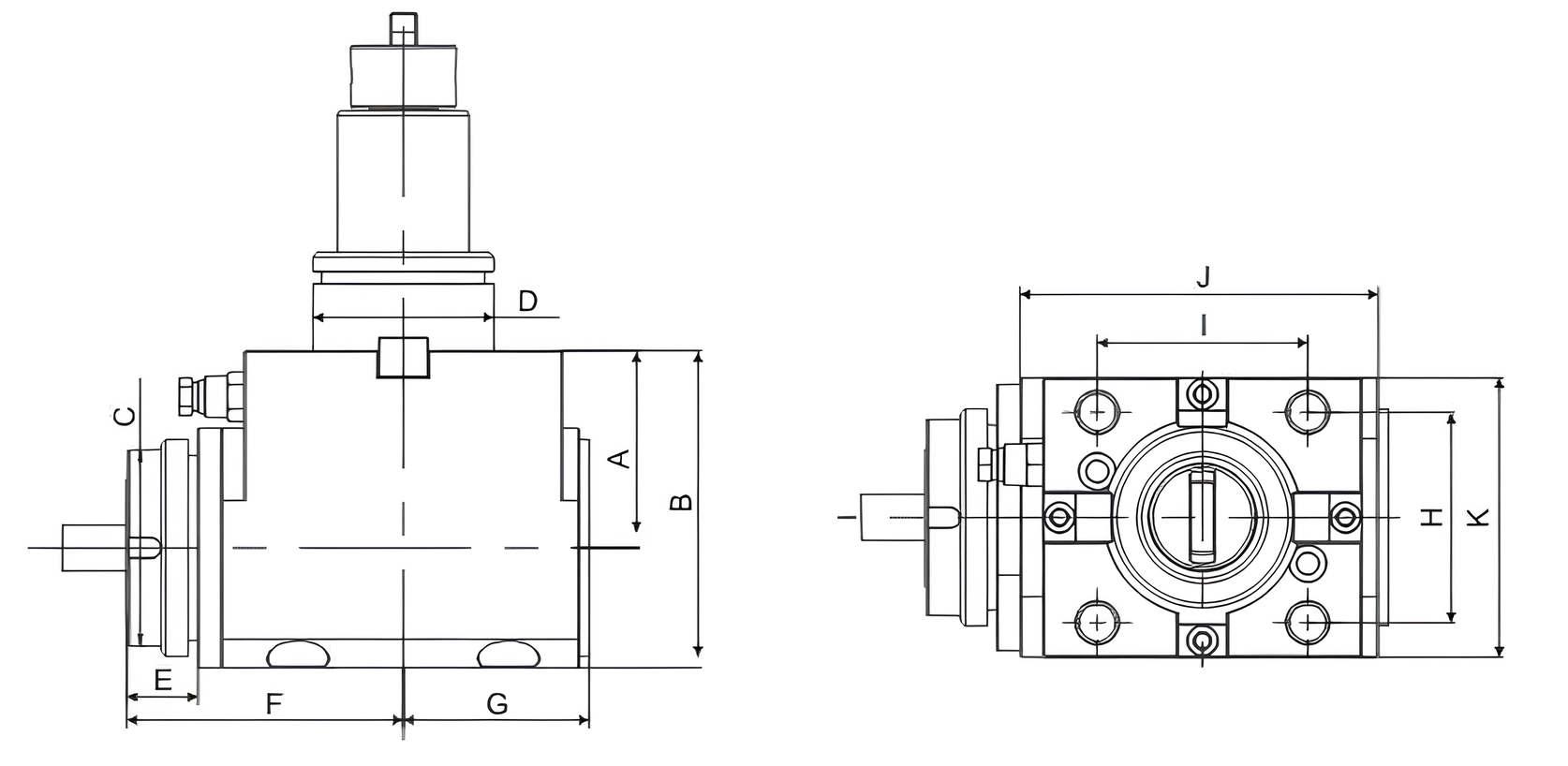
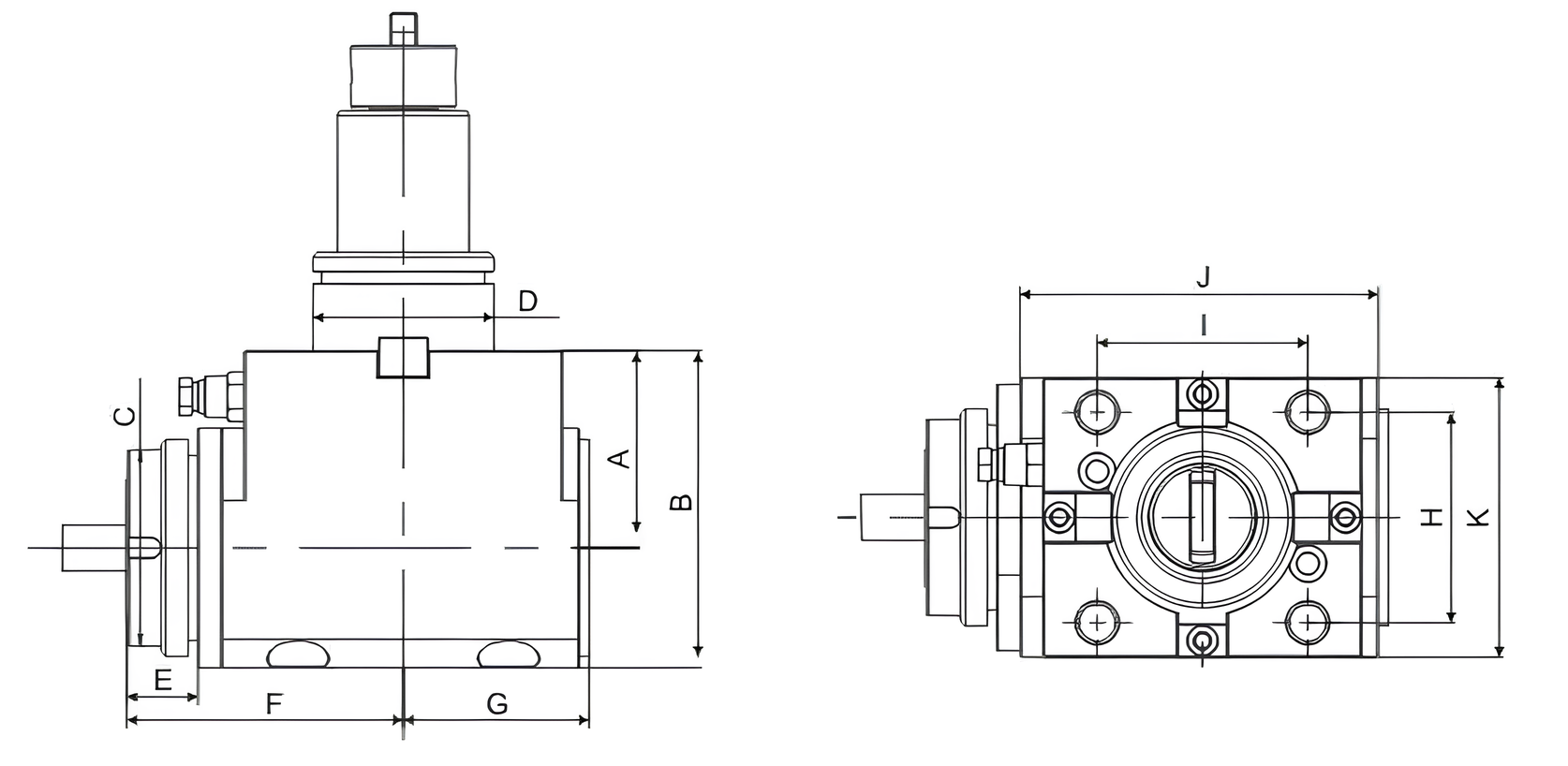
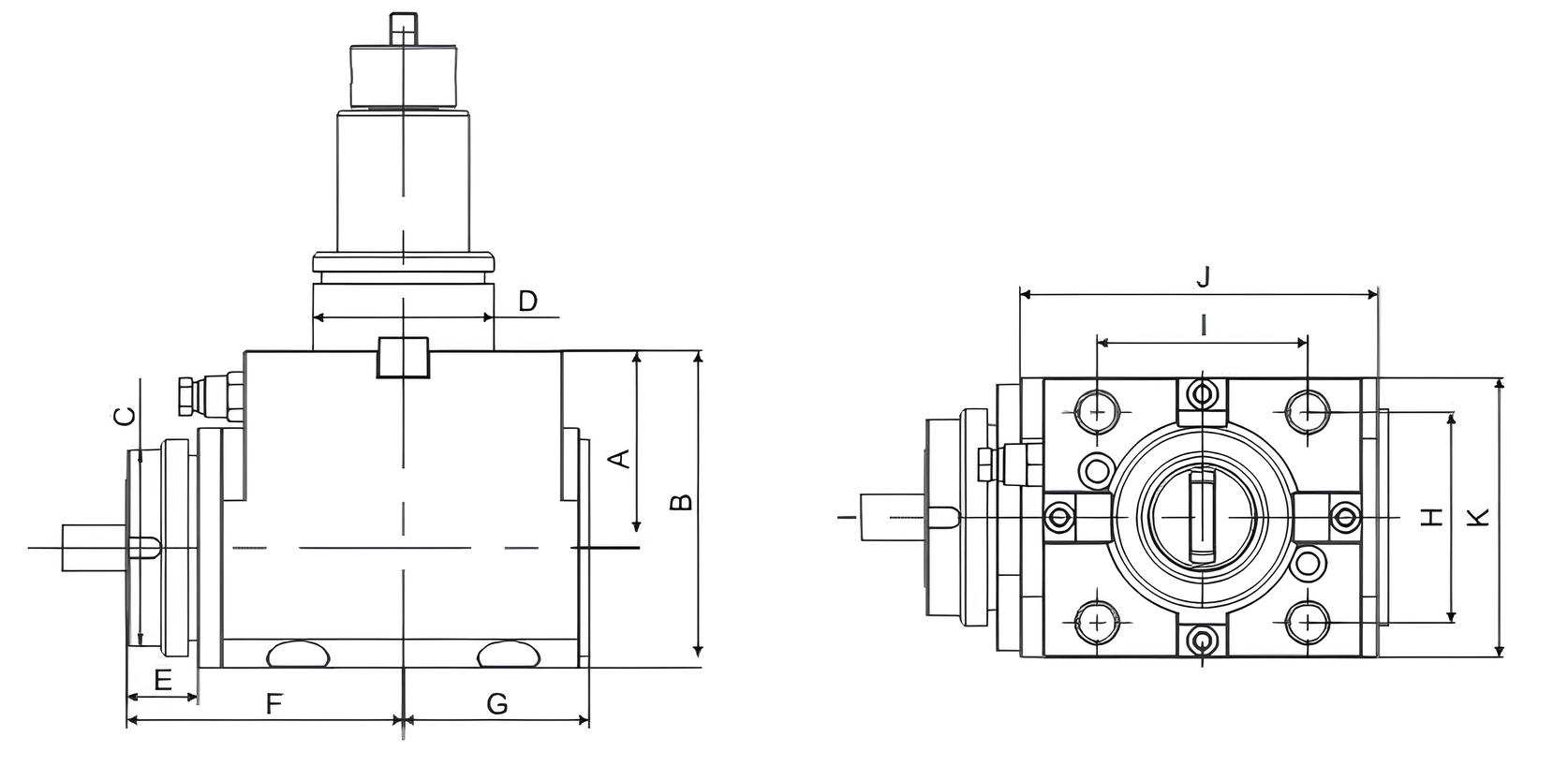
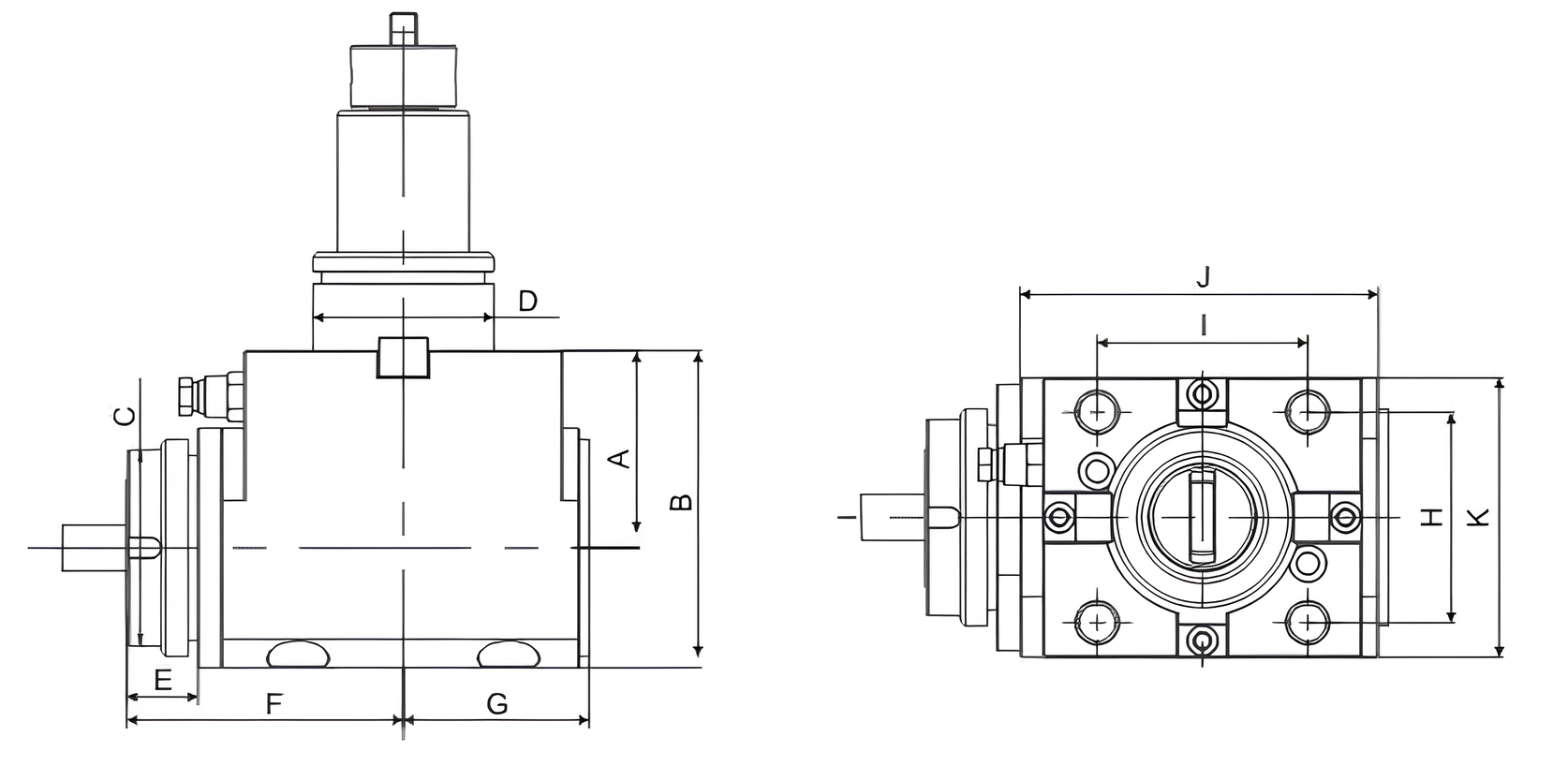
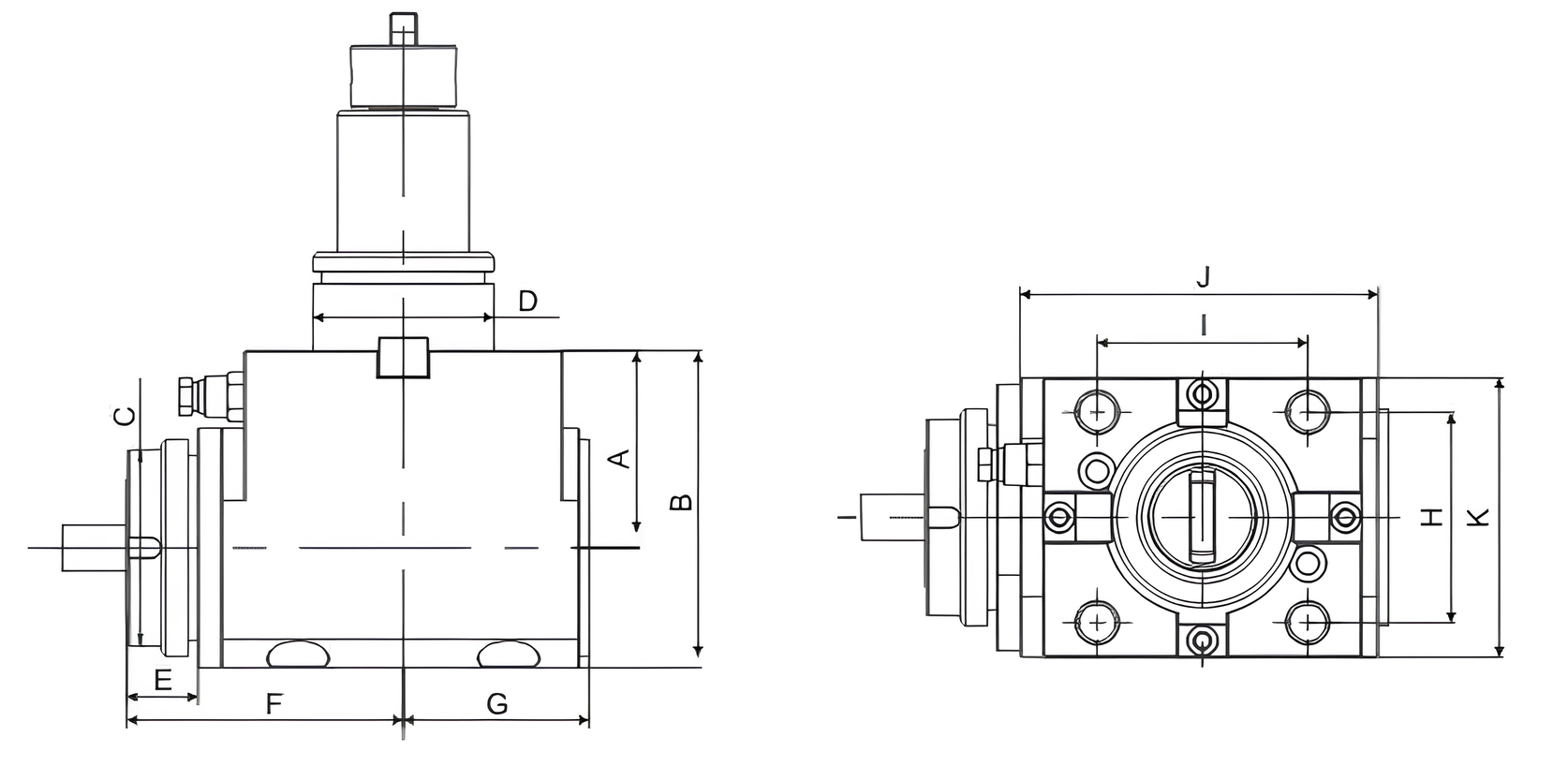
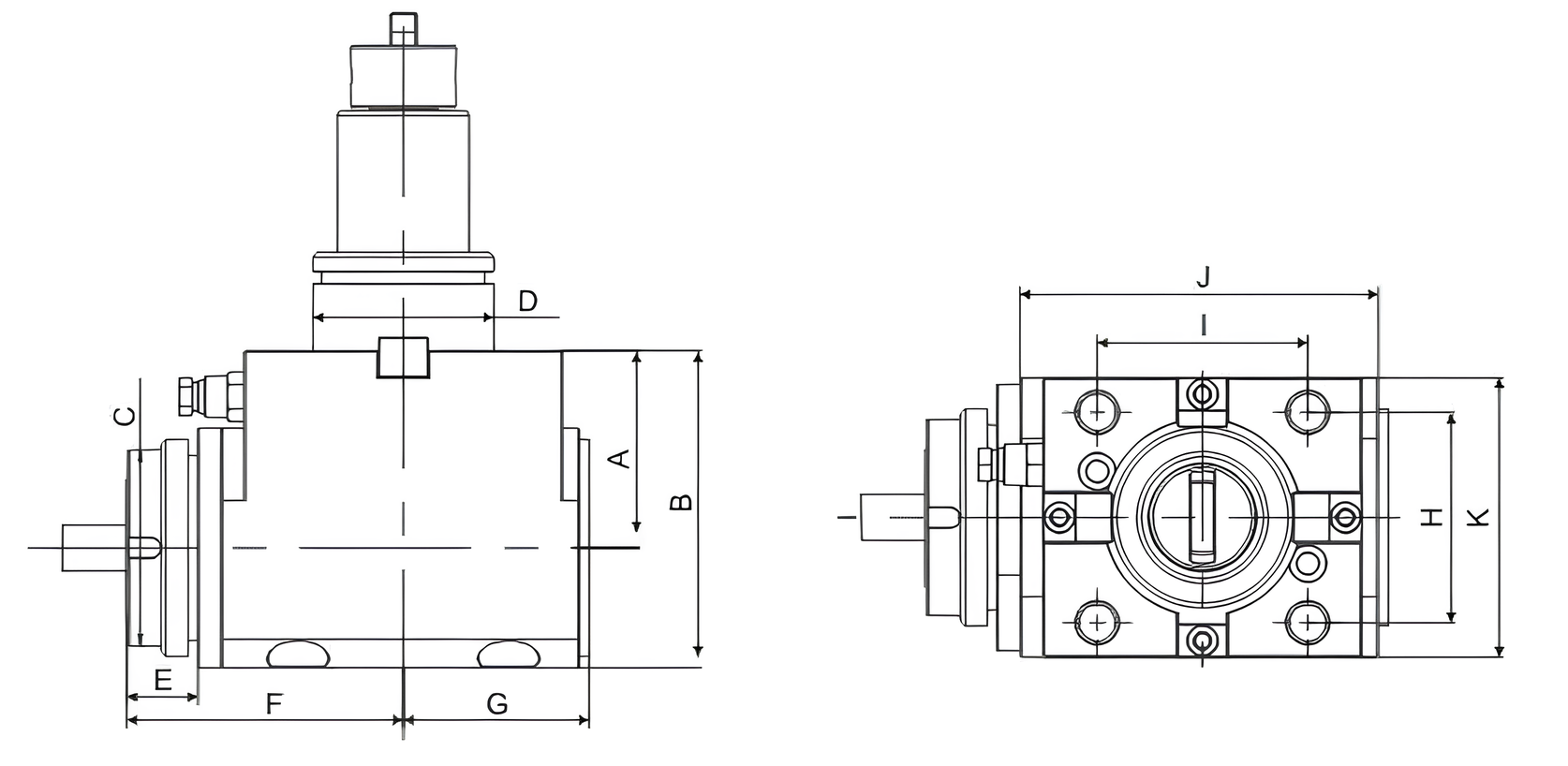
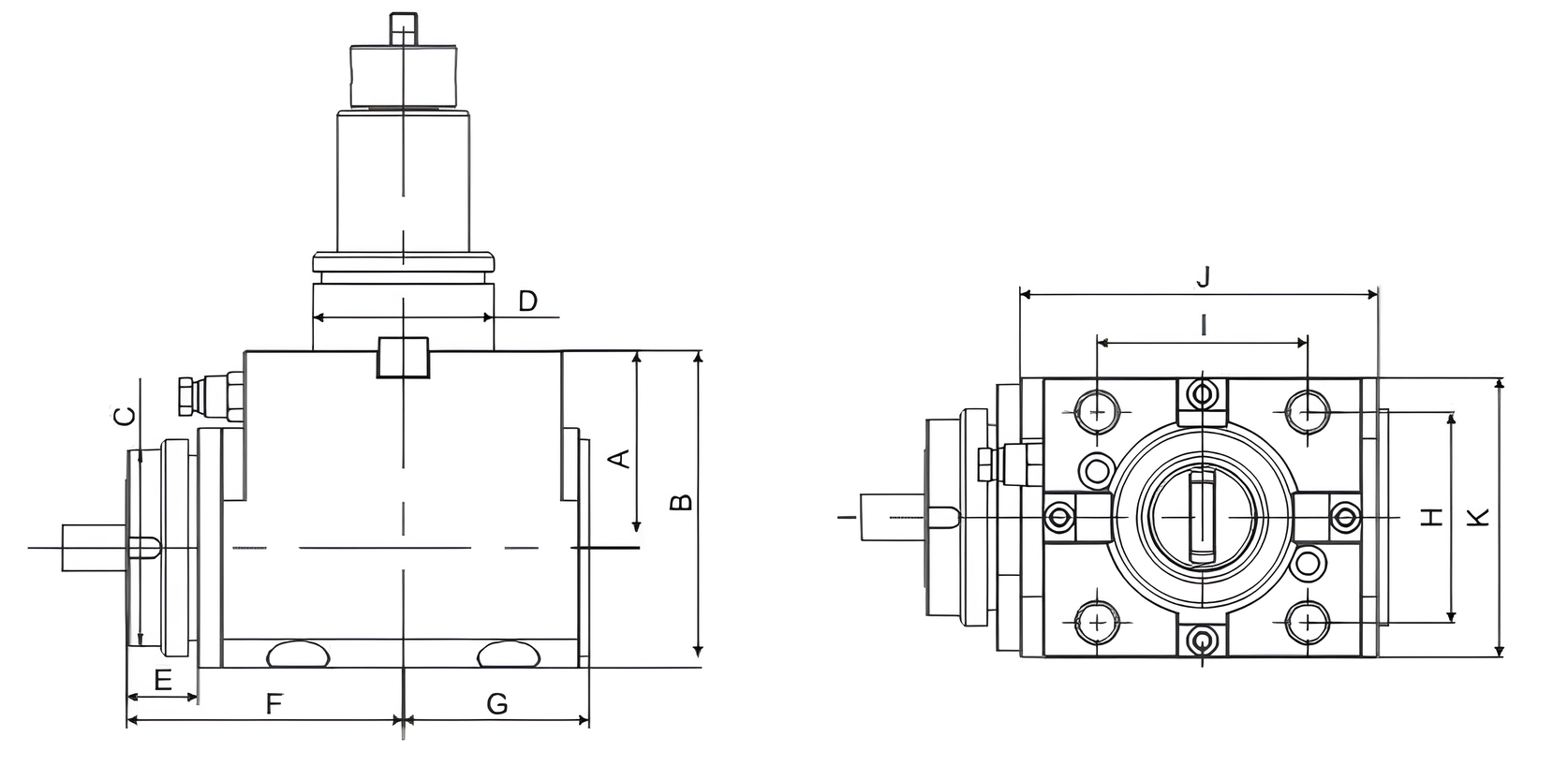
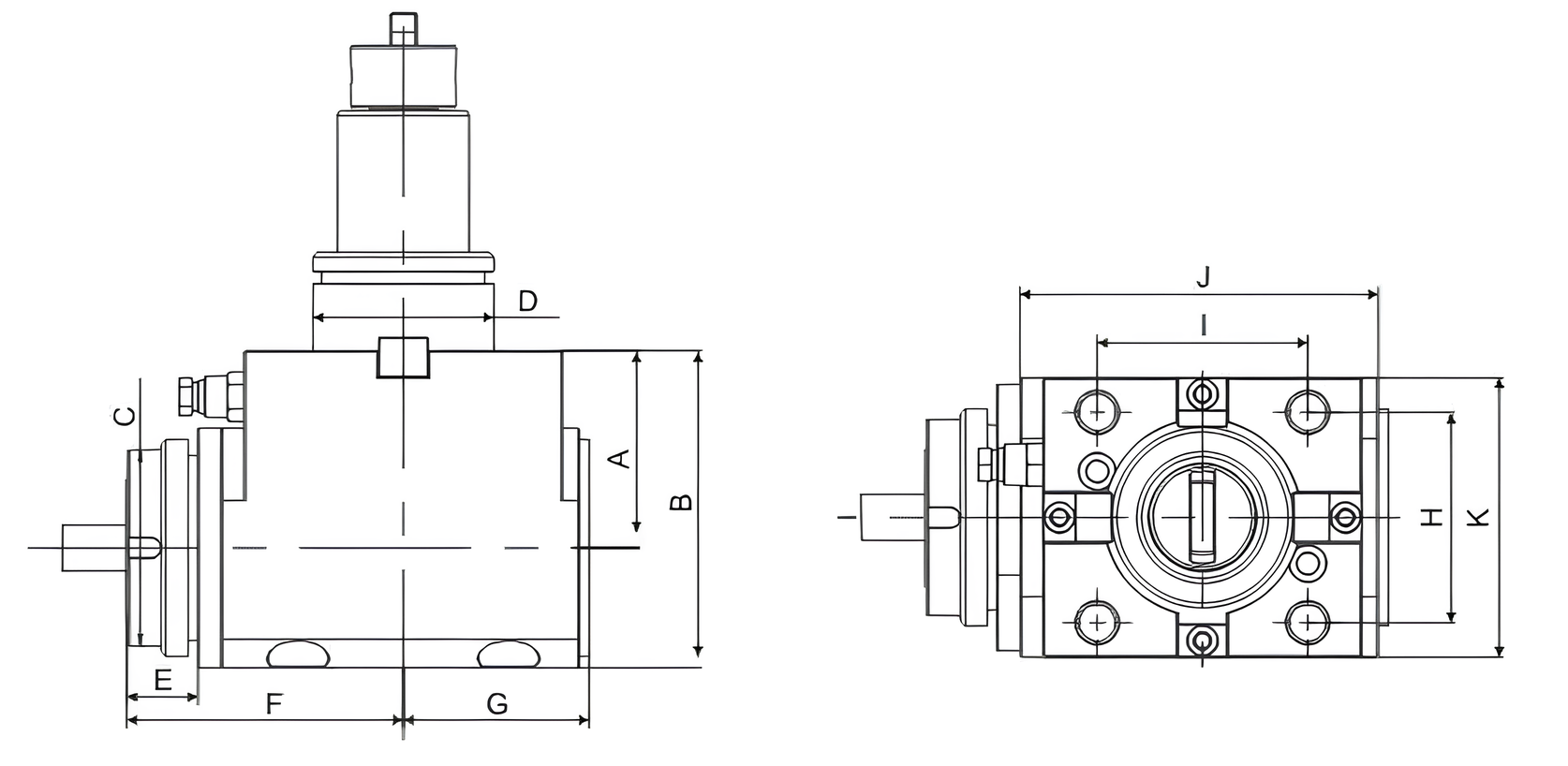
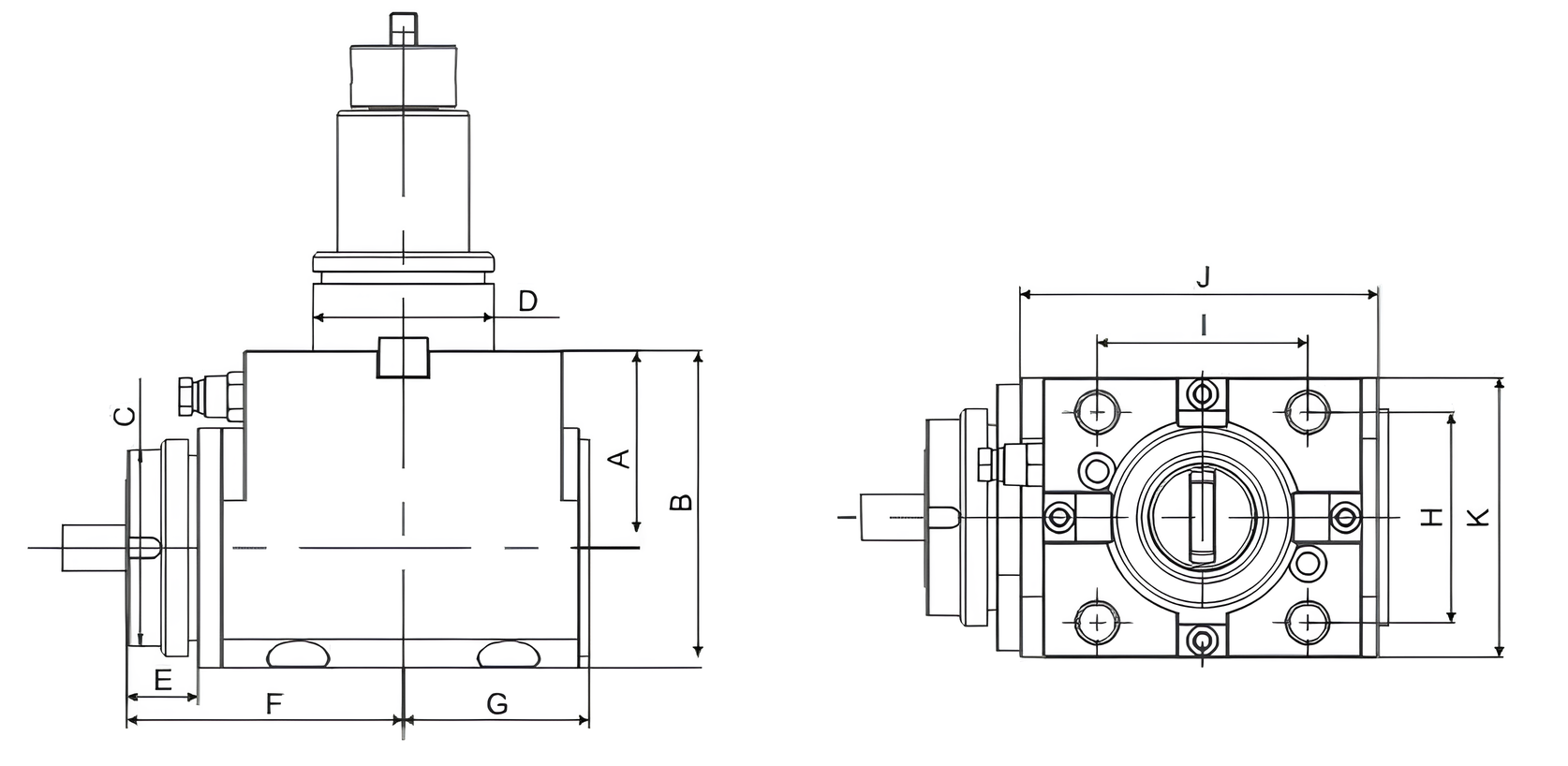
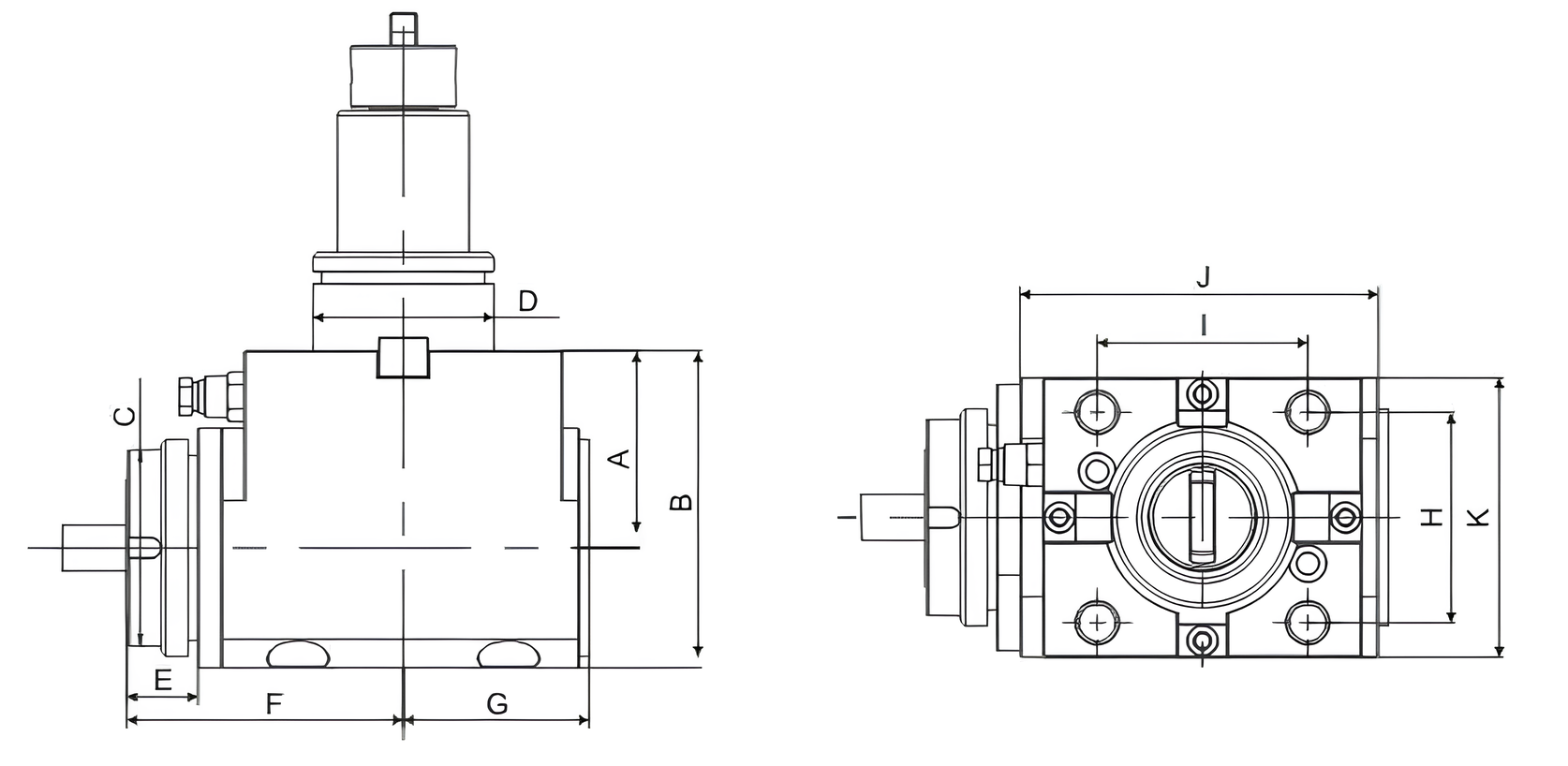
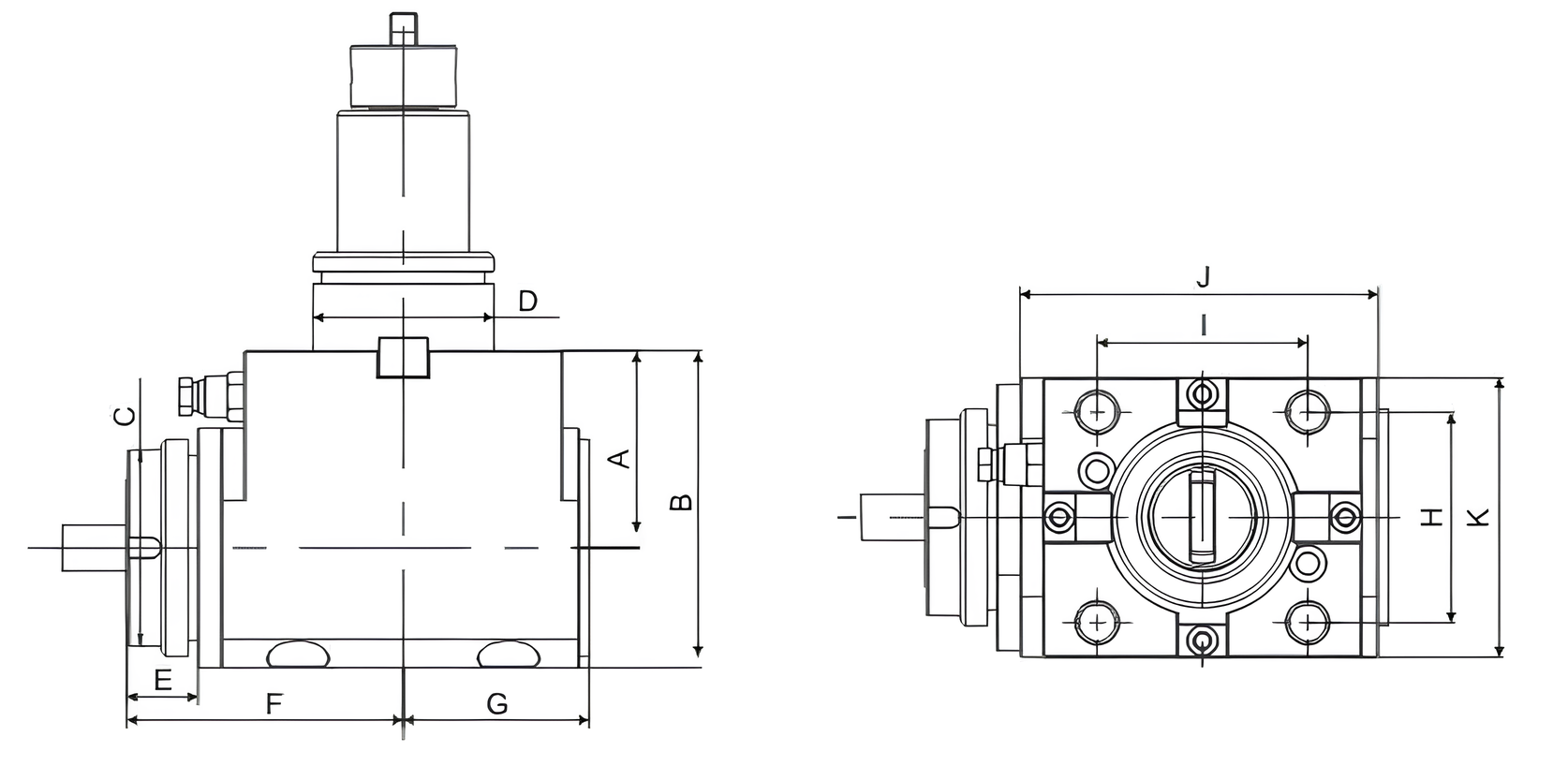
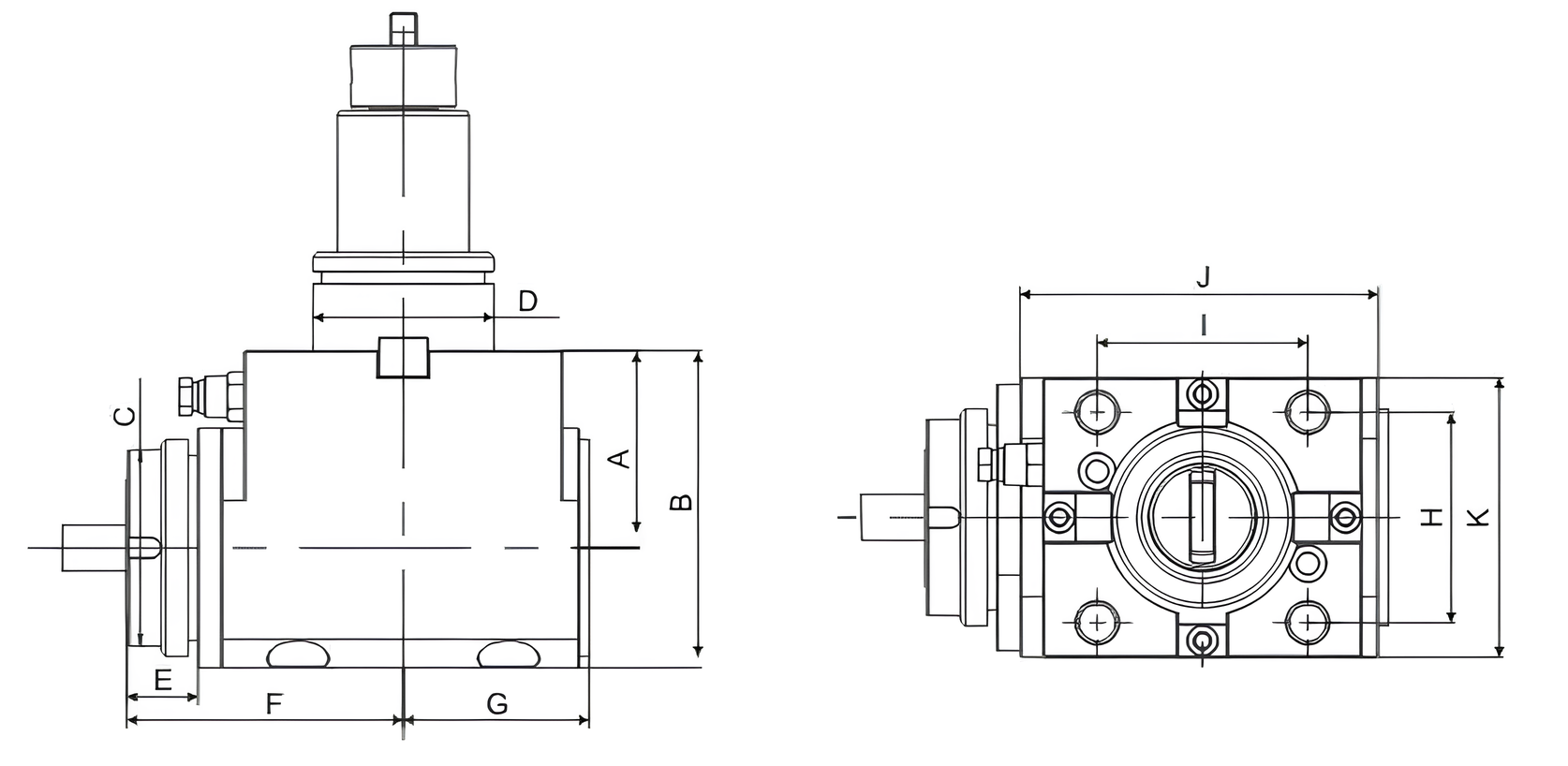
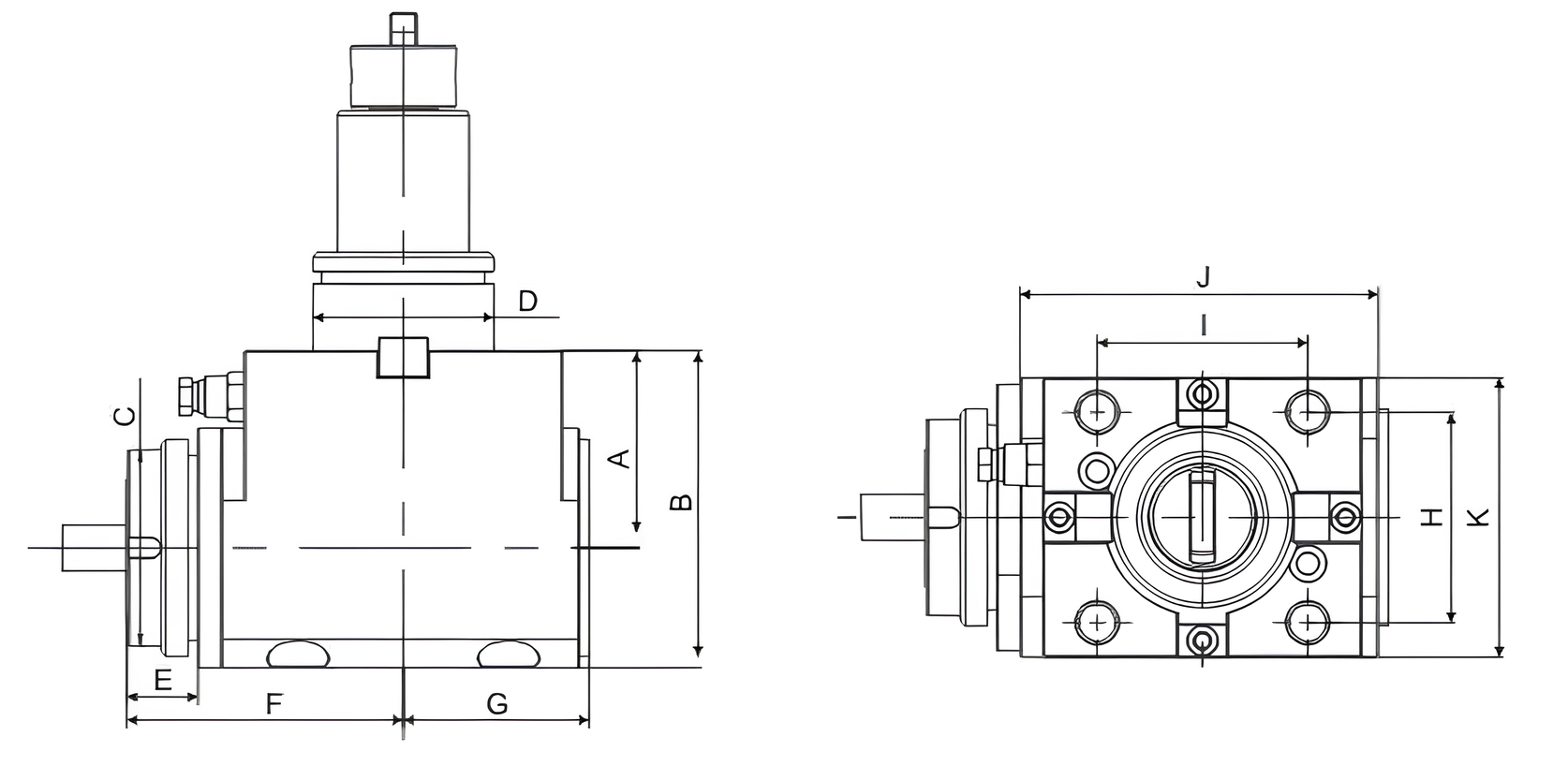
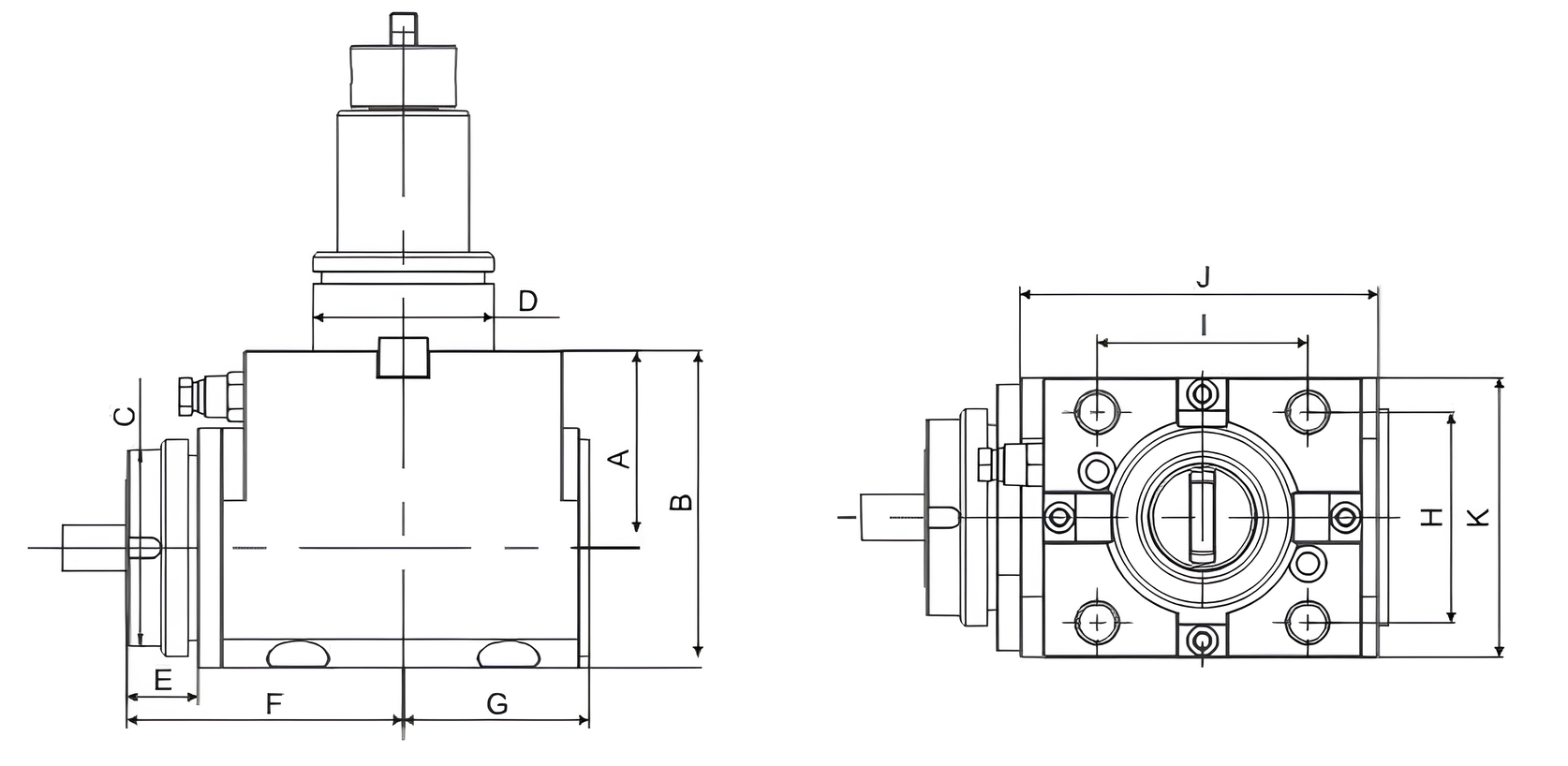
Основу конструкции составляет корпус с системой крепления к револьверной головке станка и шпиндельным узлом для установки инструмента. Передача вращения осуществляется через приводные шлицы или зубья, что обеспечивает синхронное вращение с основным шпинделем станка.
Системы крепления и их особенности
В современных производственных условиях применяются различные системы крепления, каждая из которых имеет свои преимущества:
- VDI (Verein Deutscher Ingenieure) – немецкий стандарт с быстросменным креплением, наиболее распространен в Европе
- BMT (Block Tool Mounting) – японский стандарт с улучшенной жесткостью и точностью позиционирования
- Система Mori Seiki – специализированное крепление для станков соответствующего производителя
💡 Практические советы
- При выборе системы крепления ориентируйтесь на модель вашего станка и доступность оснастки
- Для интенсивной обработки предпочтительнее системы BMT как более жесткие и долговечные
- Регулярно проверяйте состояние приводных шлицев и своевременно очищайте их от стружки
Ключевые технические параметры
При подборе радиального приводного блока необходимо учитывать комплекс технических характеристик, определяющих его совместимость со станком и возможности обработки.
Тип цанги и диапазон зажима
Наиболее распространены цанговые патроны ER с различными размерами:
| Тип цанги | Диаметр зажима, мм | Макс. вылет инструмента |
|---|---|---|
| ER32 | 1-20 | до 30 мм |
| ER40 | 3-26 | до 40 мм |
| ER25 | 1-16 | до 25 мм |
Рабочее давление и подача СОЖ
Система подачи охлаждающей жидкости может быть внешней или внутренней. Внутренняя подача требует специальных уплотнений и рассчитана на давление до 30 Bar, что обеспечивает эффективное охлаждение и отвод стружки при глубоком сверлении.
⚠️ Частые ошибки при выборе
- Игнорирование максимального давления СОЖ – может привести к протечкам и выходу из строя уплотнений
- Несоответствие типа крепления станку – требует дополнительных адаптеров и снижает жесткость
- Превышение допустимой скорости вращения – вызывает вибрации и снижает качество обработки
Области применения и преимущества
Радиальные приводные блоки нашли широкое применение в различных отраслях машиностроения:
- Автомобилестроение – обработка валов, фланцев, корпусных деталей
- Авиационная промышленность – изготовление сложных деталей с прецизионной точностью
- Общее машиностроение – производство шкивов, шестерен, муфт и других типовых деталей
- Энергомашиностроение – обработка крупногабаритных деталей турбин и компрессоров
Преимущества использования
Внедрение радиальных приводных блоков в производственный процесс позволяет:
- Сократить время переналадки оборудования за счет быстросменных систем
- Повысить точность обработки благодаря жесткому креплению инструмента
- Расширить технологические возможности токарных станков
- Снизить количество брака за счет стабильности позиционирования
- Увеличить стойкость инструмента за счет эффективного охлаждения
🔧 Технические нюансы
- Термическая обработка корпуса повышает износостойкость и сохраняет геометрию под нагрузкой
- Расстояние до центра (a) определяет максимальный диаметр обрабатываемой детали
- Балансировка на высоких скоростях вращения критически важна для качества обработки
Критерии выбора и подбор оборудования
Для оптимального выбора радиального приводного блока необходимо последовательно оценить несколько ключевых параметров:
- Совместимость со станком – определите тип крепления (VDI, BMT, Mori Seiki) и размерный ряд
- Технологические задачи – выберите тип цанги исходя из диаметров используемого инструмента
- Режимы обработки – учитывайте максимальную скорость вращения и необходимость подачи СОЖ
- Габаритные ограничения – проверьте расстояние до центра и длину блока
- Качество исполнения – обращайте внимание на марку стали, термообработку и точность изготовления
Сравнительная характеристика систем крепления
| Параметр | VDI | BMT | Mori Seiki |
|---|---|---|---|
| Жесткость | Средняя | Высокая | Высокая |
| Скорость смены | Быстрая | Очень быстрая | Быстрая |
| Распространенность | Широкая | Средняя | Ограниченная |
| Стоимость оснастки | Доступная | Выше средней | Высокая |
Эксплуатация и обслуживание
Правильная эксплуатация радиальных приводных блоков значительно продлевает их ресурс и сохраняет точность работы. Регулярное обслуживание включает очистку посадочных поверхностей, проверку состояния уплотнений и контроль биения.
Рекомендации по обслуживанию
- Очищайте приводные шлицы после каждой смены инструмента
- Проверяйте давление СОЖ в пределах паспортных значений
- Своевременно заменяйте изношенные цанги и уплотнения
- Контролируйте момент затяжки крепежных элементов
- Периодически проверяйте биение на контрольной оправке
Глоссарий терминов
VDI – система быстросменного крепления инструмента, стандартизированная Немецкой ассоциацией инженеров
BMT – блочное крепление инструмента с улучшенными характеристиками жесткости
СОЖ – смазывающе-охлаждающая жидкость, подаваемая в зону резания
Цанга ER – упругая разрезная втулка для зажима инструмента с конусом 8°
Расстояние до центра – параметр, определяющий максимальный радиус обрабатываемой детали
Мнение эксперта: В современном машиностроении радиальные приводные блоки стали неотъемлемым элементом оснащения токарных обрабатывающих центров. За 15 лет работы с промышленным оборудованием я наблюдал эволюцию от простых держателей к высокотехнологичным системам с внутренней подачей СОЖ под давлением до 30 Bar. Статистика нашего предприятия показывает, что правильный подбор приводного блока позволяет увеличить стойкость инструмента на 25-30% и снизить вибрации при обработке на 40%. Особое внимание рекомендую уделять балансировке – даже незначительный дисбаланс на скоростях 5000-6000 об/мин приводит к существенному ухудшению качества поверхности и преждевременному износу подшипниковых узлов.
— Алексей Волков, ведущий инженер по промышленному оборудованию, стаж 15+ лет
Свяжитесь с нами удобным способом
Заявка принята!
Спасибо за обращение. С вами свяжется первый освободившийся менеджер.
Режим работы:
Понедельник - Пятница: 9:00 - 18:00
По производственному календарю