
Звездочка приводная CHIARAVALLI 08B-1 16 зубьев каленая под расточку
Основные характеристики
Описание товара
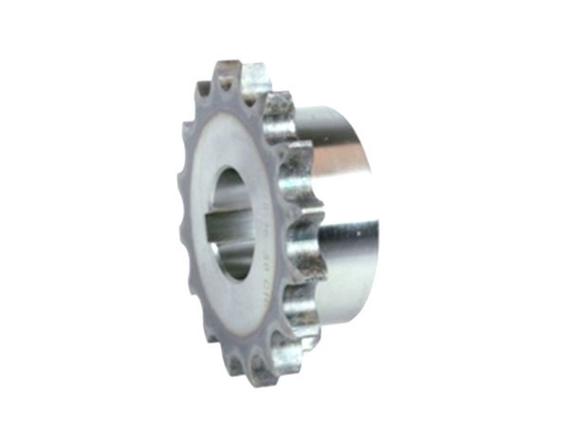
Звездочка приводная однорядная серии 08B-1 производства CHIARAVALLI предназначена для передачи механической мощности в цепных приводах промышленного оборудования. Изделие с 16 зубьями, подвергнутыми объемной закалке до твердости 45-53 HRC, обеспечивает повышенную износостойкость и точность работы в условиях высоких нагрузок и абразивного износа. Исполнение под расточку позволяет точно подогнать посадочное отверстие под конкретный вал оборудования.
Назначение и область применения
Приводная звездочка применяется в цепных передачах различного промышленного оборудования: конвейерных системах, транспортерах, подъемных механизмах, приводах станков и сельскохозяйственной техники. Оптимальна для эксплуатации в условиях повышенной запыленности и наличия абразивных частиц благодаря каленой рабочей поверхности зубьев, обеспечивающей в 3-4 раза больший ресурс по сравнению с незакаленными аналогами.
Конструктивные особенности
Звездочка выполнена в монолитном исполнении со ступицей, что обеспечивает высокую жесткость и точность центровки. Зубья подвергнуты объемной закалке, что значительно увеличивает их износостойкость. Исполнение под расточку позволяет достичь минимальных допусков при установке на вал, обеспечивая идеальную посадку и минимальный люфт. Точная геометрия зубьев гарантирует плавное зацепление с цепью, снижая шумность работы и вибрации.
Материалы и технология производства
Изготовлена из качественной углеродистой стали C45 (UNI 7845), что обеспечивает оптимальное сочетание прочности и обрабатываемости. Технологический процесс включает точную механическую обработку на станках с ЧПУ, последующую термическую обработку зубьев и контроль качества геометрических параметров. Поверхность защищена антикоррозионным покрытием для предотвращения окисления при хранении и транспортировке.
Технические преимущества
Каленые зубья обеспечивают повышенную стойкость к абразивному износу и длительный срок службы. Монолитная конструкция со ступицей исключает возможность смещения элементов относительно друг друга. Точное изготовление гарантирует стабильную работу в условиях высоких нагрузок. Исполнение под расточку позволяет достичь оптимального прилегания к валу оборудования.
Монтаж и эксплуатация
Перед установкой требуется расточка центрального отверстия до номинального диаметра вала с соблюдением допусков посадки. Монтаж осуществляется с применением прессового оборудования или термическим способом. Рекомендуется использование шпоночного соединения для передачи крутящего момента. При эксплуатации необходима регулярная смазка цепи для снижения износа сопрягаемых поверхностей и обеспечения длительного срока службы.
Технические характеристики
Основные характеристики
Технические характеристики
Материал и обработка
Конструктивные особенности
Габаритные размеры
Важная информация
Производитель оставляет за собой право без уведомления дилера менять характеристики, внешний вид, комплектацию товара и место его производства. Указанная информация не является публичной офертой.
Другие товары категории







Доставка
Оплата и условия продажи
B2B Партнерство
Работаем исключительно с юридическими лицами и индивидуальными предпринимателями





